|
Case Trimming Fixture
Completed 2/5/04
The tedium of
trimming many hundreds of 223AI fireformed cases led me to build
this simple fixture to greatly speed up the task. Since I
already had a small, ancient, Craftsman lathe, I decided to
build this fixture that allows a case to be trimmed by an end
mill held in the lathe chuck in less than five seconds. Total
cost was about $15.00 and a fun afternoon in the shop.

The idea was to
build a cantilevered arm that supports a form fitted guide or
collet, exactly fitting the fired cases to be trimmed. The case
will index of the shoulder of the fired case. The arm is
attached to the compound of the lathe, and adjusted so that a
case fully inserted into the holder will be exactly coaxial to
the spindle bore. A simple end mill held in the lathe chuck is
used to do the cutting. The precise amount of trim is very easy
to set, since the compound travel adjustment is calibrated. One
a case is just kissed with the cutter, the OAL is measured, and
the additional amount of trim is dialed into the compound.

The major problem was how to
support the holder rigidly, and still have it adjust it easily
and quickly over all the degrees of freedom necessary to get
perfect alignment. To this end, a crude but effective ball joint
holder was built using 1 ¼ inch iron pipe fittings, a round
plastic ball drawer handle, and other pieces of hardware.

Rectangular steel
tubing was used to build the arm, with a simple T bolt method of
attachment to the compound tool holder slot. The ball joint uses
the plastic spherical handle captured between a 1 ¼ inch pipe
cap and plug. The plug is brazed to the arm, and a simple insert
cut from a PVC pipe fitting is used in the cup to provide a
non-marring positive lock on the ball. The pipe cap is turned on
the lathe to provide a chamfered clearance hole in the cap top
to allow a bolt threaded into the ball handle to protrude. The
bolt has a stainless hose clamp brazed to the head, and is used
to hold the form fitted case bushing.
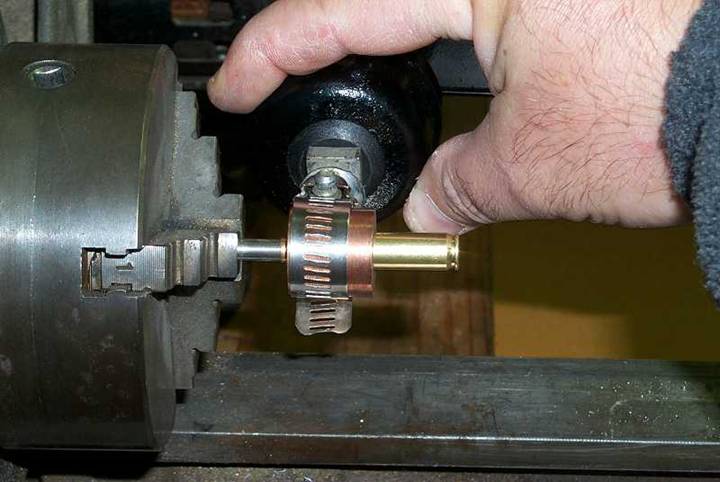
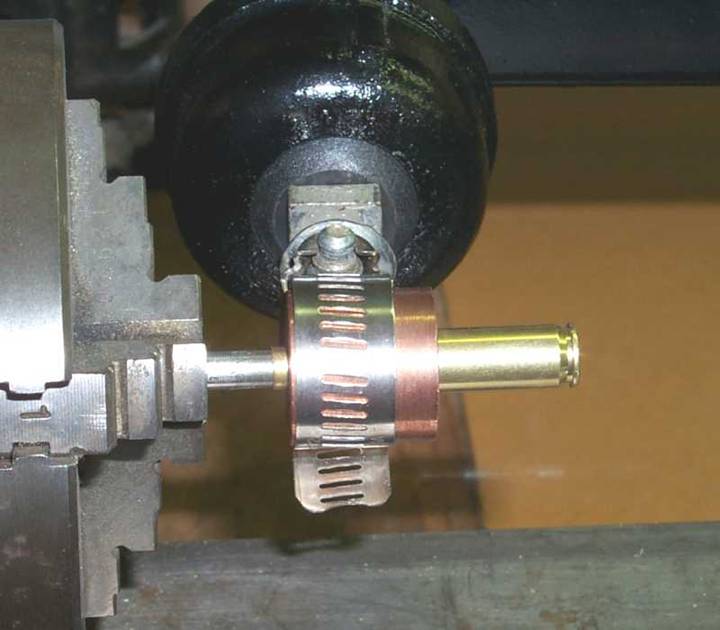
The case bushing is
made using five minute epoxy, mold release agent, and a short
piece of ¾ inch copper pipe. After a case is coated with mold
release (I used Brownell’s aerosol release spray) , it is set
base down into a pad of modeling clay, and the copper pipe piece
carefully centered around the exposed case. Some five minute
epoxy is then mixed and poured into the void between the case
and the pipe, and allowed to cure. Once cured, the case extracts
easily, and the rough ends of the pipe-epoxy can be faced in the
lathe.

The result is a
bushing that exactly fits the fired cases, and allows the case
neck to slightly protrude past the epoxy for easy trimming.

Once the fixture is assembled
and mounted on the lathe compound, the process of alignment and
trim length adjustment is started.
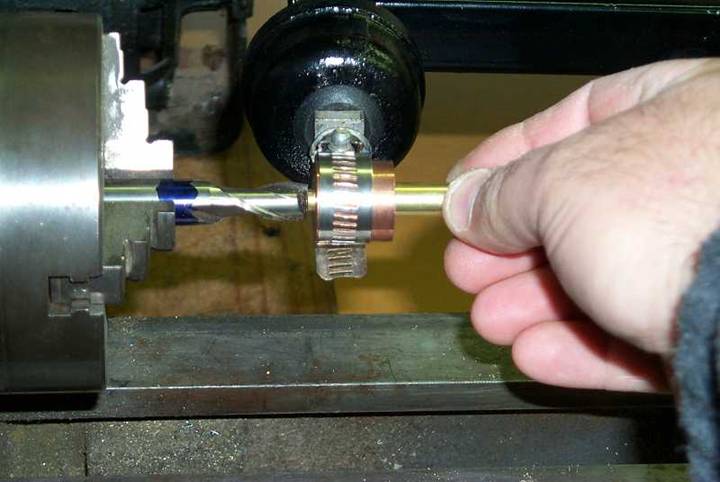
Using a bullet
minus 0.005” diameter mandrel in the lathe chuck, the fixture is
adjusted to allow a case fitted into the bushing to easily slide
on and off the mandrel as the carriage is traversed. It is easy
to tell when the case is misaligned, as the case will not rotate
freely in the bushing, or the fixture and case will bind on the
mandrel as the carriage is traversed. Once the cross slide and
ball joint adjustments are correct, the pipe cap is tightened to
lock the ball in place. The carriage is traversed away from the
chuck, and the alignment mandrel removed. An end mill is
inserted in the lathe chuck at this time.
Setting the
trimming depth of cut is now a very simple process. The carriage
is adjusted to bring the neck of a case inserted into the
bushing to a point where it is almost touching the end mill. The
carriage lock is then engaged, and case that needs trimming is
inserted into the bushing by hand. Set the lathe to turn at a
moderate rate of rotation. Slowly adjust the compound (set for a
0 degree angle of travel) until the cutter just kisses the case
neck. Measure the case length, and calculate the additional
depth of cut needed to achieve the desired length. Dial this
additional length into the compound, and you are ready to trim
cases.
I was able to trim
over 400 cases in less than an hour using this fixture. The
trimmed length never varied over a couple of dozen randomly
picked cases by more than 0.0005”. This is equal to the accuracy
of my hand operated Wilson case trimmer, and is much, much
faster. New bushings can be made for any case in a matter of
minutes. I found that rotating the case about a half turn during
the cutting operation made for a slightly cleaner cut, and also
eliminated any slant due to residual misalignment of the bushing
and the lathe axis of rotation. A two flute end mill is shown in
the above photos and works just fine, but I had slightly better
results (smoother cuts) with a four flute mill. The cuts are as
clean or cleaner than the Wilson trimmer, bright and shiny with
almost no burr. |
