|
Group Size Statistical Analysis
A
PDF version is
here
The relationship
between a rifles inherent accuracy and the size of a group it
can shoot at a specific range is very interesting. This article
shows this relationship in a way that clearly connects the
accuracy of the firearm to the size of the groups it will
produce. A table is presented to allow a shooter to estimate the
actual Minute Of Angle (MOA) accuracy of the firearm from one or
more groups. The overriding assumption of the following
discussion is that we are dealing with a very simple statistical
model, one that does not take into account all the common
factors that cause a variable shot to shot dispersion, such as
the shooter, ammo, wind, unbalanced bullets, etc.
Most Common Method Used to Determine
Group Size
By far the most
common method for measuring the accuracy of a given rifle is to
shoot a few groups of some number of shots each, and measure the
average of the distance of the two shots in each group that are
the farthest apart. The assumption we will follow here is that
this is done at a standard range of 100 yards. Then the shooter
will convert this distance to MOA using the approximation of 1
MOA = 1 inch @ 100 yards.
For example, given
the target shown below in Figure 1,
for 3 shots @ 100 yards:
Figure 1 -
Typical group measurement method
Here this three shot
group would be said to have a group size of d inches, as
measured from the center-to-center distance between the two
farthest spaced shots. If, for example, this measured to be 0.75
inches, it would normally be said that this is a 0.75 MOA group.
Note that the US Military uses the measurement of the mean
radius of all the shots in each group as the definition of the
angular accuracy of a given firearm, not this “extreme shot
distance” measurement.
There are a number of
assumptions that should be noted when using this convention;
these are detailed as follows.
Inches, MOA, and MILs – Measurement of
the Angle of Shot Dispersion
For a target at 100
yards, an angular spacing of 1 MOA, or 1/60 degree is very close
to, but not exactly one inch:
Another measurement
that is commonly used is the Mil, short for milliradian, or one
thousandth of a radian. There are 2*PI radians in 360 degrees,
so a milliradian is equal to:
Therefore, it is a
valid approximation to equate a one inch distance at 100 yards
to 1 MOA. We will use this approximation for the remainder of
this article. If the reader desires to measure in MILs, we will
leave it up to the reader to perform the appropriate
conversions.
Accuracy and Repeatability
Most shooters will
refer to the group size as an indicator of the accuracy
of the rifle, while in fact it is really an indicator of the
repeatability of the rifle.
A shooter will fire a
group at a particular Point Of Aim (POA), and the resulting
group center or mean Point Of Impact (POI) will usually be
offset somewhat from the intended POI or the POA. This offset is
an indicator of the accuracy of the rifle, since it is
this bias that must either be removed using the scope
adjustments, or by applying an offset “hold” when firing a shot.
Assuming that the scope can be adjusted appropriately, or the
shooter can consistently hold off the POA by the necessary
amount, then this will be the most probable POI for any given
shot. This accuracy can be affected by many variables, such as
variations in the charge weight, ignition and burning rate,
bullet consistency, barrel and action heating, and wind. We will
ignore these effects for the remainder of this article.
Once a given POI is
established, a group of shots will be distributed around the
mean POI in a (usually) random fashion. The size of this
distribution is the repeatability of the rifle. This is
what has been described above as the group size. An important
assumption here is that we are ignoring many real-world effects
such as shot-to-shot velocity variations (causing a vertical
dispersion which is added to the random distribution), and that
of wind (causing a horizontal dispersion which is added to the
random distribution), as well as many others.
A truly accurate
rifle will have a precise and repeatable POI and a small
distribution of shot impacts around that point.
Gaussian Distribution – A Simple Model
of How Shots are Dispersed
Another major
assumption we will make in this article is that the above
mentioned dispersion of shots around the POI is distributed in
some known fashion. We choose to use the normal or Gaussian
distribution model. This is the famous “bell curve”. Obviously,
it is impossible to determine if any given rifle or load for
that rifle will have a true normal distribution of shots around
the POI. However, through a lot of observations and lead thrown
downrange the author has found this model to fairly accurately
describe group distributions for most rifles and loads.
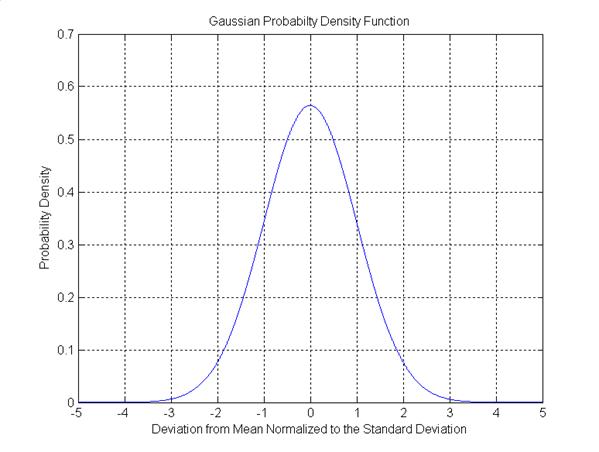
Figure 2 -
Gaussian (Normal) Probability Distribution
Figure 2
shows the double-sided Gaussian distribution as a probability
density. The X axis is the offset from the mean in units of
standard deviations. The area under this curve is identically
equal to one. A standard deviation defines a specific deviation
from the mean (a mean of zero in this case) that can be expected
a certain percentage of the time. This means that if a process
has this distribution, 68.2% of the time the value will fall
between -1 and +1, 95.5% of the time between –2 and +2, and
99.7% of the time between –3 and +3.
We can apply this to
our shooting model by defining the accuracy of our model as the
angle in MOA of the standard deviation for the projectile from
the true flight path.
Figure 3 -
Shot Deviation Angle
Figure 3
shows the deviation angle as the deviation away from the perfect
(straight) path. We wish to define our model such that this
deviation angle (cone angle) has the distribution shown in
Figure 2,
and that each shot will exit at a random angle with equal
probability around the perfect path (clock angle). Figure 4
illustrates this definition.
Figure 4 -
Definition of Cone and Clock Angles
Since most shooters
use the distance between the two farthest shots in a given
group, we need to define the angular (cone angle) standard
deviation of our model as the double-sided standard deviation.
This means that the standard deviation of the cone angle shown
in Figure 4
will be one half of the desired angular deviation. As an
example, if our imaginary rifle had a double sided standard
deviation of one MOA, then 68.2% of the time a shot will fall
within a one inch diameter circle at 100 yards, centered at the
actual mean POI.
The Simulation and Some Results
A Matlab program was
written that simulated 100000 shots from a rifle, with a one MOA
double sided standard deviation of cone angle, at a target 100
yards away. The simulation then formed as many groups of N shots
as it could from the total of 100000, and calculated and
recorded the largest center-to-center distance of each group of
N. N ranged from 2 to 20 shots. It then averaged all the group
sizes recorded for each N, resulting in the average group size
for a N shot group. For example, given 100000 shots, there were
5000 groups of 20 shots. This resulted in 5000 group size
measurements, and one average group size value for a 20 shot
group.
Figure 5
shows a simulated target after 250 shots. The rings are spaced
0.5 inches apart. Notice that most of the shots fall within a
one inch circle, but there are only a few that are more than one
inch away from the mean POI. In fact, the center regions of the
target are hit most frequently, and with far fewer hits at the
edges of the target.
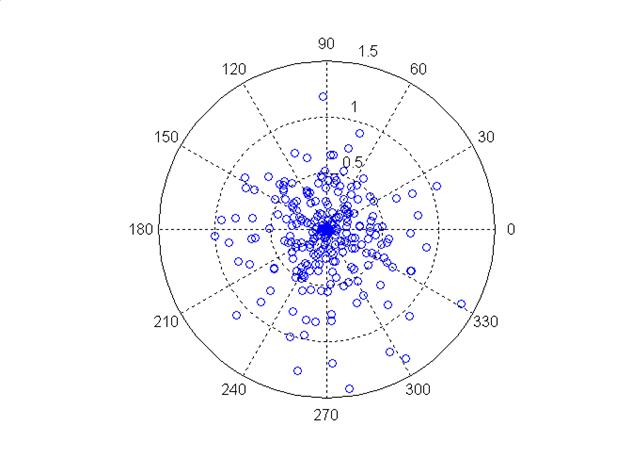
Figure 5 -
Simulated Target After 250 Shots
A histogram showing
the distribution of the shot impact locations for the above
conditions is very interesting and is shown in Figure 6.
The spike shows clearly that a shot is most likely to land in
the center, with shots far away from the center occurring much
less frequently. This result shows clearly that one could shoot
two or more three shot groups with a small (say 0.5”) group
size, then have another 3 shot group exhibit two shots very
close to each other with a third shot landing an inch or more
away. The distribution shows only the probability of a single
shot falling at a point away from center, not the probability of
a group of shots falling at a particular distance. This explains
why one may see unexplained “flyers” out of a good shooting
rifle. These are not true “flyers” in the sense that some
process other than the normally distributed angle deviation
caused them to diverge significantly, such as a damaged crown or
an unbalanced bullet, but are the result of the characteristics
of the shot angular distribution itself.
By intuition, it is
obvious that a total aggregate of three shots is clearly not a
large enough sample size to accurately determine the true
distribution of a rifle and load. The lesson here is to shoot
many shots, usually in multiple groups of five, and average
these to get the aggregate. Just how many shots are needed to
form an accurate estimate requires a deeper mathematical
analysis of the underlying statistical model, and will be the
subject of a future paper.
Based on these
conclusions, the author uses 4 groups of five shots for the
final proofing of a load.
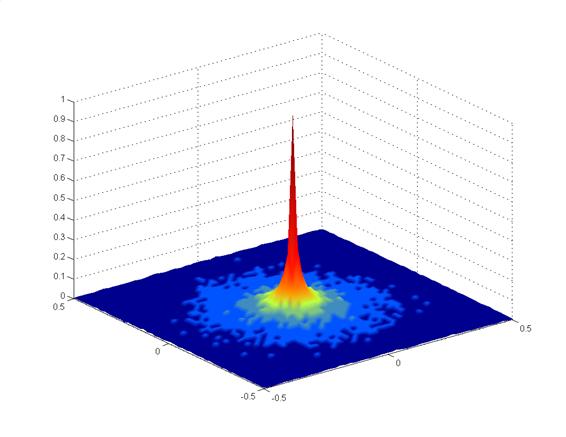
Figure 6 -
Target POI distribution for 100000 Shots
Now that we have
simulated the perfect one MOA rifle, how does the group size
measured for a particular number of shots per group actually
correspond to the one MOA accuracy? The average group size
measured for shot groups of 2 to 20 each is shown in Figure 7.
Figure 7 -
Average Group Size as a Function of the Number of Shots Per
Group, 1 MOA standard Rifle at 100 Yards
Notice that if you
use three shot groups to determine the actual accuracy, you will
observe a 0.863” average group size for a one MOA rifle. In
other words, you must measure the average group size in inches,
and multiply by the correction factors in Table 1
to get the actual MOA accuracy for the rifle. Remember that this
example assumes a 100 yard target range. For ranges other than
100 yards, one can scale the value obtained from the group size
measurements after correction by the factors in Table 1
by the ratio of the actual range to a standard 100 yard range. A
fairly accurate way to do this measurement without calculation
is to use 4 shot groups, as the correction factor is closest to
one (0.979).
|
#
Shots |
Correction Factor |
|
2 |
1.597 |
|
3 |
1.158 |
|
4 |
0.979 |
|
5 |
0.876 |
|
6 |
0.808 |
|
7 |
0.759 |
|
8 |
0.720 |
|
9 |
0.693 |
|
10 |
0.667 |
|
11 |
0.646 |
|
12 |
0.630 |
|
13 |
0.614 |
|
14 |
0.602 |
|
15 |
0.590 |
|
16 |
0.579 |
|
17 |
0.571 |
|
18 |
0.562 |
|
19 |
0.554 |
|
20 |
0.546 |
Table 1 –
Group Measurement Correction Factor
The equation below
summarizes the measurement and correction process:
For example, your
rifle averaged 0.75 inch 5 shot groups at 200 yards. The
correction factor from Table 1
for 5 shot groups is 0.876. Therefore, your rifle is shooting at
0.75 X 0.876 X 100/200 = 0.329 MOA. |
